Die Casting
Pressstøping av metaller er en av de mest komplekse støpemetodene, både teknisk og teknologisk, hvor det er en mengde faktorer som påvirker produksjonen av kvalitetsstøpegods.
Bruk PoligonSoft til å identifisere potensielle defekter på et tidlig stadium av teknologisk design og for å oppnå en effektiv teknologi, samt for å redusere testing og fremskynde implementeringen av støping i produksjon.
- Makro og mikroporøsitet
- Restbelastninger
- Deformasjoner og vridninger
- Sprekker (varmt og kaldt)
- Retningsbestemt størkning
- Stråling

Kostnads- og tidsreduksjon
Spar betydelige kostnader i materialer og arbeid, i tillegg til å redusere produktutviklingstiden

Forbedre kvalitet og presisjon
Forhindre og korriger støpefeil, som porøsitet, luftinneslutninger eller problemer med størkning.

Prosess- og designoptimalisering
Eksperimenter med forskjellige variabler i støpeprosessen for å finne den mest effektive konfigurasjonen.
Støping av turbinblad
Optimalisering av støpeteknologi for komplekse og kritiske deler av gassturbinmotorer.
- Nickel Alloy - CHS70
- Vacuum Casting Equipment - UPPF-3M
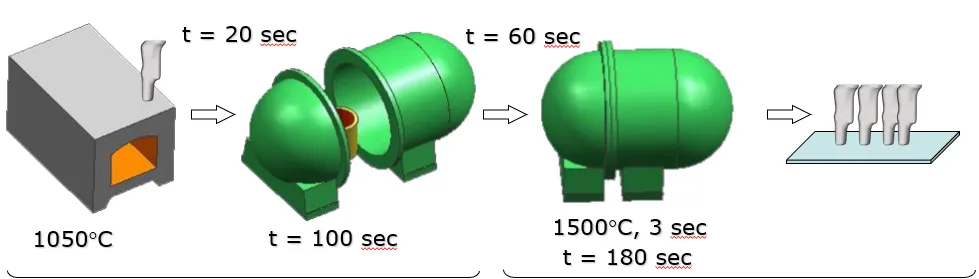
- Mold - Ceramic mold with thermal insulation
- Mold Preheating - 1050째C
- Pouring Temperature - 1500째C
- Vacuum Exposure Time - 180 sec.
- Air Cooling
De første støpene ble utsatt for luminescens og radiografisk kontroll, som avslørte tilstedeværelsen av både makro- og mikroporøsitet med individuelle porestørrelser på mer enn 0,2 mm.
Bladets geometri er slik at termiske noder nesten alltid dannes ved overgangspunktene fra bladet til plattformen. I tillegg inkluderer området for dannelse av krympingsdefekter også den sentrale delen av bladet.
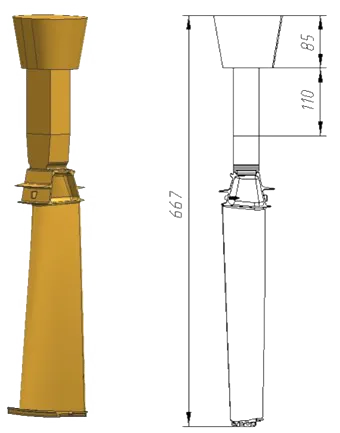
Utarbeidelse av geometrisk modell
PoligonSoft løser differensialligningene for varme- og masseoverføring i det krystalliserende støpegodset ved å bruke finite element-metoden (FEM).
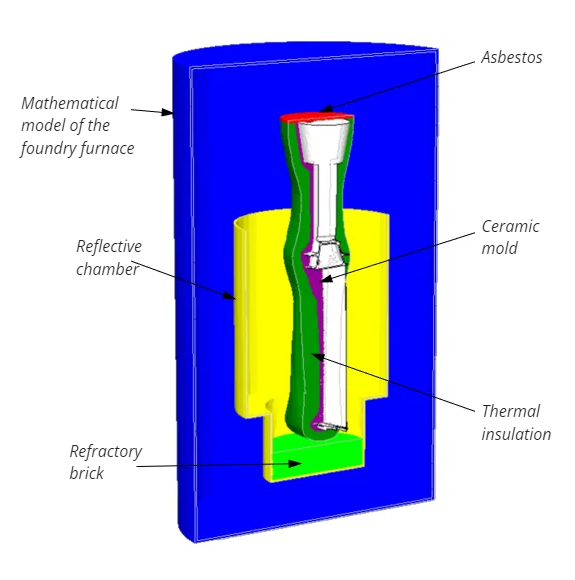
For implementeringen er det nødvendig å konstruere en maskemodell av beregningsområdet. I dette tilfellet består beregningsområdet av metallet, det keramiske skallet og den termiske isolasjonen.
Skallgeneratoren gir mulighet for automatisk opprettelse, uten forutgående konstruksjoner, av en mesh-modell av den keramiske formen og det isolerende laget med en spesifisert tykkelse, basert på 3D-modellen av delen.

Modell av den teknologiske prosessen (beregningssekvens)
En modell av den teknologiske prosessen ble formulert med følgende sekvens av beregninger:
- Beregning av kjølingen av den tomme formen fra øyeblikket den trekkes ut fra forvarmingsovnen til metallstøpingen.
- Modellering av krystalliseringsprosessen fra øyeblikket av formfylling til inntak av luft.
- Modellering av krystalliseringsprosessen fra øyeblikk av luftinntak til fullstendig størkning i friluft i verkstedet.
Simulering av støpeprosess
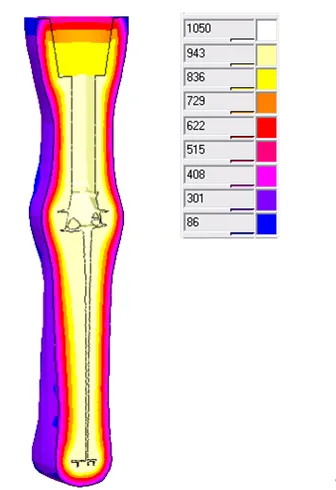
Muggtemperaturfelt ved start av helling.
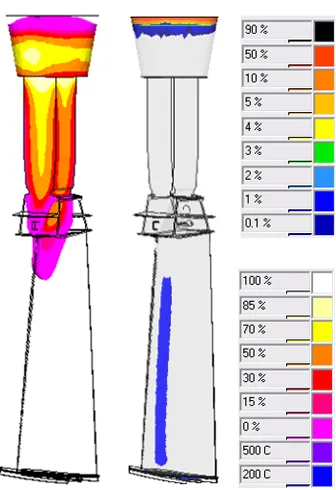
Temperatur og porøsitet av støpen i øyeblikket av luftinntak.
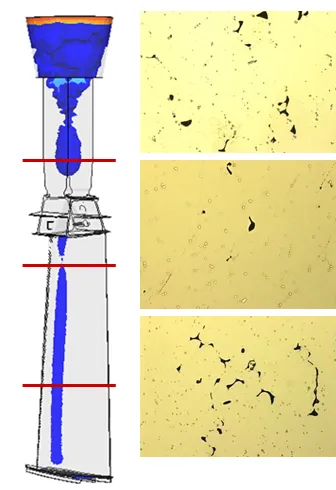
Beregnet porøsitet av bladet etter avkjøling sammenlignet med resultatene av den metallografiske studien av det faktiske stykket.
Resultat
Med sikte på å eliminere defekter ble PoligonSoft-modellering av størkningsprosessen til støpegods med forskjellige størrelser på matedelen utført.
Det vedtatte kriteriet var at en støping anses som egnet dersom porøsiteten i støpingen i følge modelleringsresultatene er fraværende i problematiske seksjoner.
Basert på beregningene ble det konkludert med at det ikke er mulig å eliminere porøsiteten i bladet ved å øke massen til matedelen eller endre isolasjonsskjemaet til støpeblokken.
Derfor ble det besluttet å endre designet for å tillate installasjon av ekstra matere i det problematiske området.
Retningsbestemt størkning
Mulighetene til PoligonSoft-systemet demonstreres gjennom modellering av den retningsbestemte størkningsprosessen ved bruk av flytende metallkjølevæske i en prøveblokk av varmebestandig nikkellegering.
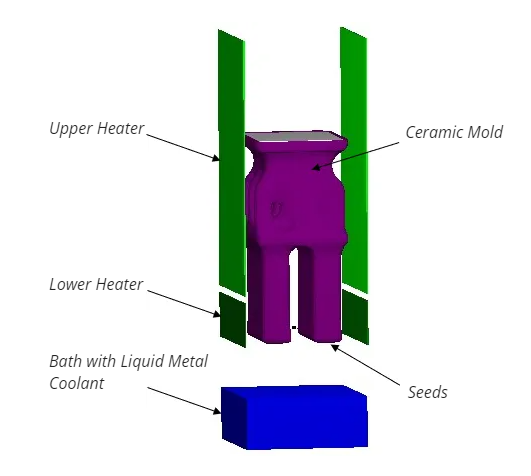
- Nickel Alloy - Inconel 625
- Liquid Metal Coolant - Aluminum
- Initial Mold Temperature - 20°C
- Pouring Temperature - 1510°C
- Upper Heater Temperature - 1560°C
- Lower Heater Temperature - 1640°C
- Coolant Temperature - 840°C
Det smeltede metallet senkes fra den varme sonen i ovnen til den kalde delen med det flytende metallkjølevæsken.
Ved å endre kjølehastigheten kan ønsket makrostruktur oppnås.
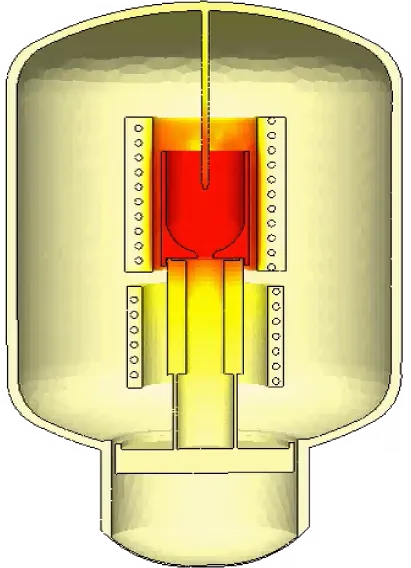
Mold Oppvarming
Varme overføres til formen gjennom stråling fra varmeovnene og fra badekaret med flytende aluminium.
Når overflatetemperaturen på formen stiger, begynner aluminium å fungere som kjølevæske.
Formen vil ikke nå en jevn temperatur på grunn av denne faktoren; derfor er det nødvendig å oppnå temperaturfordelingen før helling.
Mold Filling
Formfyllingen skjer veldig raskt, på omtrent 3 sekunder.
Til tross for den korte tiden som kreves for å helle, sank temperaturen på det smeltede metallet betydelig ved kontakt med de kaldere frøene, med en forskjell på rundt to hundre grader.
Beregningen gjør det mulig å oppnå temperaturfeltet til det smeltede metallet ved slutten av fyllingen.
Calculation of Mold Cooling
Det mest komplekse stadiet av termisk beregning er å trekke den fylte formen med dens nedsenking i badekaret med flytende aluminium fordi forholdene endres kontinuerlig gjennom hele beregningen.
Betingelsene for varmeveksling ved stråling mellom den bevegelige formen, varmeovnene, det flytende metallkjølevæsken og ovnsveggene endres.
PoligonSoft løser denne oppgaven automatisk uten behov for ytterligere handlinger fra brukeren.
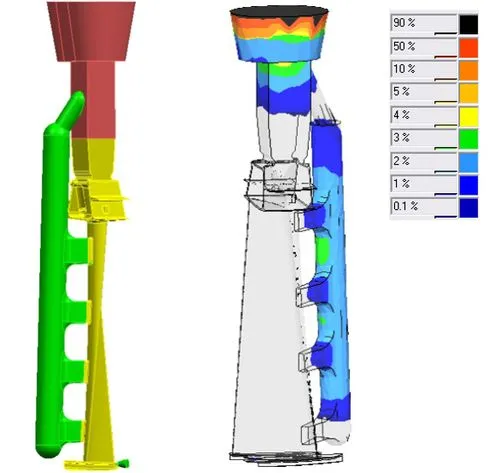
Beregning av resulterende makrostruktur
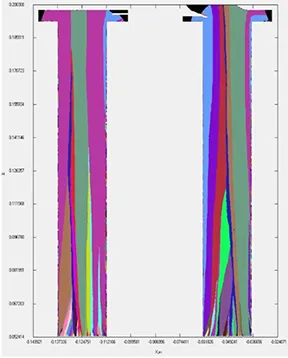
I sluttfasen bruker vi Makrostruktur-modulen til å beregne den resulterende makrostrukturen til støpingen, basert på de oppnådde temperaturfeltene og legeringens fysiske egenskaper.
Nødvendigheten av å endre utformingen av støpeblokken kan vurderes, da det ikke gir en jevn oppvarming av formen før helling eller en jevn fordeling av tofasesonen gjennom prøveseksjonen, noe som igjen påvirker strukturen.


