Centrifugal Casting
Hovedkarakteristikken til sentrifugalstøpemetoden er at fyllingen av formen med metall og størkningen av støpen skjer i virkefeltet til sentrifugalkrefter, som er mange ganger større enn tyngdekraften.
PoligonSoft inkluderer modeller for å vurdere både formfyllingsprosessen og dannelsen av krympeporøsitet ved fremstilling av deler gjennom sentrifugalstøping. Brukeren har muligheten til å definere variabler som rotasjonsaksen, retningen og rotasjonshastigheten til formen som brukes i støping.
- Fyllingsdynamikk
- Fyllingsfeil
- Makro og mikroporøsitet
- Restbelastninger
- Støping med fri overflate
- Bimetalllegeringer

Kostnads- og tidsreduksjon
Spar betydelige kostnader i materialer og arbeid, i tillegg til å redusere produktutviklingstiden.

Forbedre kvalitet og presisjon
Forhindre og korriger støpefeil, som porøsitet, luftinneslutninger eller problemer med størkning.

Prosess- og designoptimalisering
Eksperimenter med forskjellige variabler i støpeprosessen for å finne den mest effektive konfigurasjonen.
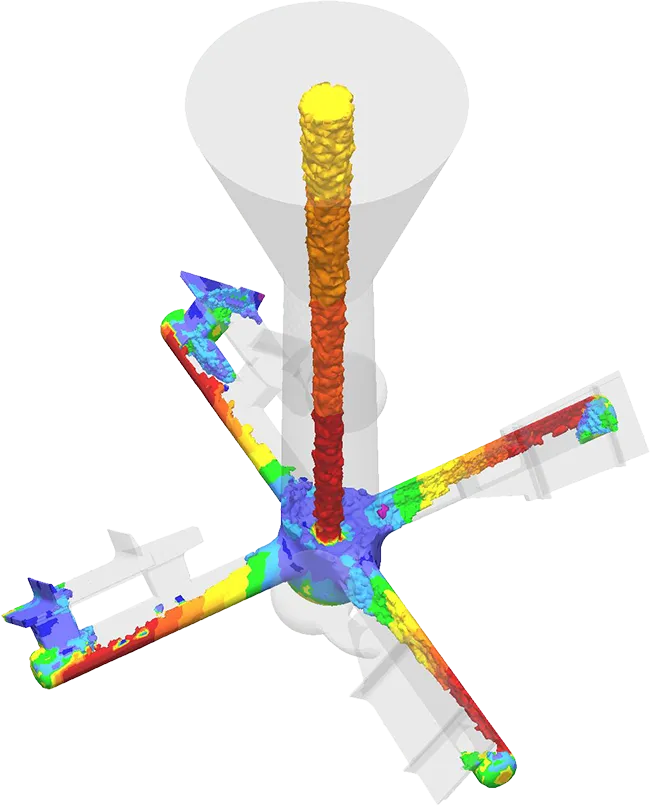
Sentrifugalstøping av impellerhjul
Verifikasjonsstudie av simuleringsresultater utført av Omsk State Technical University
- Stainless Steel 20х13l
- Mold Temperature - 200°C
- Pouring Temperature - 1590°C
- Rotation Speed - 900 rpm
- Filling Time ≈ 6 seconds
Beregningene utført og eksterne eksperimenter viser at PoligonSoft kan brukes til å modellere sentrifugalstøpeprosessen.
Videre kan vurderingsindikatorene utvides ved å modellere og analysere spennings-tøyningstilstanden og porøsiteten til støpegodset.
Et omfattende sett med analyseresultater gjør det mulig å identifisere mønstre for å utføre en målrettet optimalisering av sentrifugalstøpeprosessparametere for å forhindre defekter.
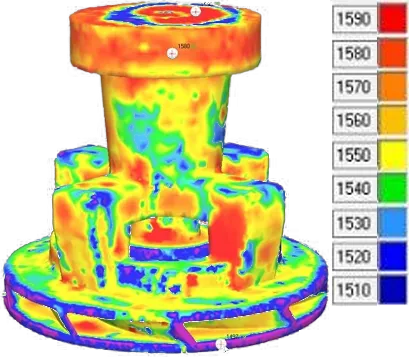
Visualisering av temperaturfordeling umiddelbart etter helling
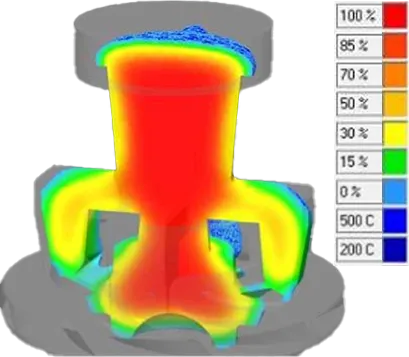
Solidification Dynamics
Sentrifugalstøping av bimetallruller
PoligonSoft kan brukes i simulering av sentrifugalstøpeprosessen for produksjon av flerlags metallvalser.
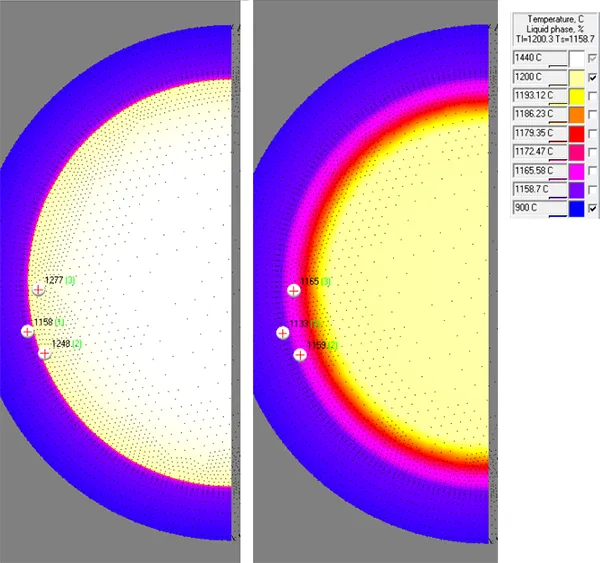
Til venstre - Omsmelting av mellomlaget 60 sekunder etter at kjernestøpingen er ferdig.
Til høyre - Øyeblikket da T_Solidus-temperaturen nås igjen på den indre overflaten av det mellomliggende laget; 2500 sekunder etter kjernestøpingen.
Centrifugal Casting of Jewelry
Ofte brukes sentrifugalstøping til å støpe små og komplekse deler i smykkeindustrien.
Simulering av støpeprosesser i en flernivåblokk for å skaffe smykkepreformer
Det er observert at krympingsdefekter er konsentrert i innløpet, mens selve ringpreformene ikke viser krympingsfeil, til tross for den komplekse konfigurasjonen av både blokken selv og dens individuelle deler.


